
Insert Materials
Insert material is typically carbide, though ceramic, cermet or diamond inserts can be applied to
more demanding applications. A variety of protective coatings also help these insert materials
cut faster and last longer.
Insert Material
Cemented carbide (HW, HC)
- HW: Uncoated
- HC: Coated
Characteristics
The most common material used in the industry today. It is offered in several ¡°grades¡±
containing different proportions of tungsten carbide and binder (usually cobalt). High resistance to abrasion.
Insert Material
Cermets (HT, HC)
Cermet containing primarily titanium
carbides (TiC) or titanium nitrides (TiN) or
both
- HT: Uncoated
- HC: Coated
Characteristics
Another cemented material, based on titanium carbide (TiC). Binder is usually nickel. It provides higher abrasion resistance compared to tungsten carbide at the expense of some toughness. Extremely high resistance to
abrasion.
Insert Material
Ceramics (CA, CM, CN, CC)
- CA
Oxide ceramics containing primarily
aluminum oxide (Al2O3)
- CM
Mixed ceramics containing primarily
aluminum oxide (Al2O3) but containing
components other than oxides
- CN
Nitride ceramics containing primarily
silicon nitride (Si3N4)
- CC
Characteristics
Nitride ceramics containing primarily
silicon nitride (Si3N4), but coated
Chemically inert and extremely resistant to heat, ceramics are usually desirable in high speed applications, the only drawback being their high fragility. The most common ceramic materials are based on alumina (aluminium
oxide), silicon nitride and silicon carbide.
Insert Material
Cubic boron nitrides (BN)
Characteristics
The second hardest substance. It offers extremely high resistance to abrasion at the expense of much toughness. It is generally used in a machining process called “hard machining”, which involves running the tool orthe part fast enough to melt it before it touches the edge, softening it considerably.
Insert Material
Polycrystalline diamonds (DP, HC)
- DP: Uncoated
- HC: Coated
The hardest substance. Superior resistance to abrasion but also high chemical affinity to iron which results in being unsuitable for steel machining. It is used where abrasive materials would wear anything else.
Seat
A piece of carbide, the same size as the insert it supports, placed between the insert and the
bottom of the pocket where the insert fits in the tool holder.
Tool Holders
It is essential that the insert be supported in a strong, rigid manner to minimize deflection and
possible vibration. Consequently, turning tools are supported in various types of heavy, forged
steel tool holders.

The turning tool body generally does not feature quite so much engineering as the insert, but
even here there are a range of choices for fine-tuning the process. Quick-change tools involve
modular bodies that allow replacement tool bodies to be swapped in and out and locked in
place quickly to minimize setup time. The turning tool body can also channel high-pressure
coolant more effectively to the cutting edge of the tool.
The ANSI numbering system for turning tool holders has assigned letters to specific geometries
in terms of lead angle and end cutting edge angle. The primary lathe machining operations of
turning, facing, grooving, threading and cutoff are covered by one of the seven basic tool styles
outlined by the ANSI system.
The designations for the seven primary tool styles are A, B, C, D, E, F and G.
Tool Holders A – G
- A = 0¡ã side-cutting edge angle, straight shank
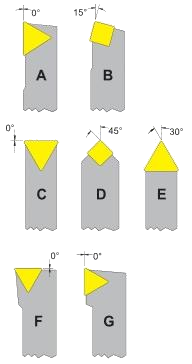
- B = 15¡ã side-cutting edge angle, straight shank
- C = 0¡ã end-cutting edge angle, straight shank (for
cutoff and grooving operations)
- D = 45¡ã side-cutting edge angle, straight shank
- E = 30¡ã side-cutting edge angle, straight shank (for
threading operations)
- F = 0¡ã end-cutting edge angle, offset shank (for facing
operations)
- G = 0¡ã side-cutting edge angle; offset shank (this tool
is an ‘A’ style tool with additional clearance built-in for
turning operations close to the lathe chuck)
Tip: The most commonly used insert/holder combination for O.D. rough turning and facing is
the C type 80° diamond insert with a 3-5° negative lead tool holder. It is often selected because
it is the best compromise between strength of insert and end-angle clearance.
Boring Bars
Boring bars are cylindrical bars used for internal machining, typically to produce precise holes.
Boring bars are also used for internal turning. Boring bars are available in steel, solid carbide,
and carbide-reinforced steel.
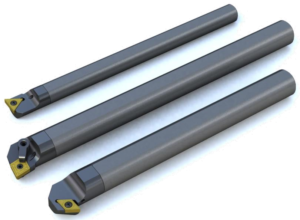
Boring tools consist of a round shaft with one insert pocket designed to reach into a part hole or cavity to remove internal stock. Boring tools enlarge a hole made by a previous process.
Boring bars have the following advantages for hole making:
- Ensuring precision and straightness
- Producing a hole larger than standard drill bit sizes
- Producing a non-standard size hole
- Producing a hole with a good finish
Drills, Taps, and Reamers
High-Speed Steel (HSS) tools such as drills, taps, and reamers are commonly used on CNC
machining centers for hole-making operations.
Twist Drills
Twist drills have a conical cutting point at the tip of a cylindrical shaft that has one or more
helical flutes. The flutes are designed to evacuate chips out of the hole being drilled. Twist drills
are available in a variety of sizes, lengths, materials, and coatings, but the most common are
High-Speed Steel (HSS) and solid carbide.

Tool coatings have an influence on the cutting process by increasing cutting speed and tool life.
Coatings such as titanium nitride (TiN) increase the initial cost but reduce wear and increase
tool life. Applied as a thin coating, TiN is used to harden and protect cutting surfaces.
Twist drills coated with titanium nitride (TiN) are easily identified by a gold-like color. This
the coating increases the hardness of the bit and adds a self-lubricating property.

Indexable Drills
The indexable drill is a two-fluted, center-cutting tool with indexable carbide inserts.

Spot Drills and Center Drills
Spot drills are designed to be extremely rigid so that they can precisely spot a hole for a twist
drill. The goal is to use the spot drill to make a little dimple in the workpiece that keeps the twist
drill from walking so that the hole winds up in the right place.

Center drills are intended to be used to create a 60° center at the end of lathe stock. They have
a 2-part tip that has a small pilot as well as the larger countersinking area of the bit.

If you use a carbide drill, spotting is typically not needed. The carbide itself is so rigid compared
to HSS that the drill will go where it is pointed.
Taps and Single Point Thread Tools
Taps are used to cut internal threads of a specific size and pitch. A tap requires a hole be drilled
first to the size of the minor diameter.

A single point thread mill is a cutter whose shape is the thread form. On a lathe, that cutter is
synchronized to the rotation of the part so it perfectly tracks the helix that is a thread.
Successive passes cut deeper and deeper to form threads on the interior or exterior of the
stock.

Reamers
Reamers are used to enlarge an existing hole to precise tolerance and to add a high-quality
surface finish. Reamers require a hole to be drilled first that is fairly close to the final size so that
the reamer actually removes relatively little material. Reamers ensure a hole has an accurate
diameter, roundness, and good surface finish.

Feeds and Speeds
Feeds and speeds refer to two separate velocities for machine tools: feed rate and cutting
speed. They are used together because of their combined effect on the cutting process.
- Cut speed is the speed at the outside edge of the part as it is rotating, also known as
surface speed
- Feed rate is the velocity at which the cutter is advanced along the spinning workpiece
Cutting Speed
Cutting speed is the speed that the material moves past the cutting edge of the tool. Cut speed
can be defined as revolutions per minute (RPM) or as surface feet per minute (SFM).
Revolutions Per Minute (RPM) relates directly to the speed, or velocity, of the spindle. It
annotates the number of turns completed in one minute around a fixed axis. RPM maintains
the same revolutions per minute throughout the entire operation.
RPM mode is useful for:
- Center cutting operations (drilling)
- When the diameter at the beginning and end of a cut only differs slightly
- During threading to allow the perfect synchronization between spindle revolution and Z-
axis motion to allow precise threads
Surface Feet Per Minute (SFM) is a combination of the cut diameter and RPM. The faster the
the spindle turns, and/or the larger the part diameter, the higher the SFM.
If two round pieces of different sizes are turning at the same revolutions per minute, the larger
piece has a greater surface speed because it has a larger circumference and has more surface
area. As the tool plunges closer to the center of a workpiece, the same spindle speed will yield a
decreasing surface speed. This is because each revolution represents a smaller circumferential
distance, but takes the same amount of time.
Most CNC lathes have CSS (constant surface speed) to counteract the natural decrease in
surface speed, which speeds up the spindle as the tool moves closer to the turning axis. CSS
adjusts the revolutions per minute to maintain a constant surface speed at every distance from
the center.
CSS is useful for:
- A uniform surface finish
- When the diameter at the beginning a cut will differ significantly from the diameter at the end of the cut
- Better tool life and machining time because tools will always cut at the appropriate
speed
Materials will run better at specific SFMs. SFM is a constant, with RPM as a variable based upon
cut diameter.
When the SFM constant is known for a specific material, the formulas below can be used to
determine spindle speed:
RPM = SFM x (12/Pi) / Cut Diameter
So, for an SFM of 400 and a cut diameter of 5″, RPM can be found:
RPM = 400 x 3.82 / 5 = 306 RPM
When RPM is known, SFM can be found as follows:
SFM = RPM x Cut Diameter x Pi/12
For example, if you have a cut diameter of 5¡± and a spindle speed of 306 RPM, then:
SFM = 306 x 5 x .262 = 400 SFM
Feed Rate
Feed rate is the velocity at which the cutter is advanced along the workpiece. Feed rate is
expressed as units of distance (inch) per minute or per single revolution.
Feed rate can be defined as inch per minute (IPM) or inch per revolution (IPR). IPR is more
commonly used.
Values for IPR and IPM are easily converted with the following formulas:
IPM = IPR x RPM
IPR = IPM / RPM
So, for a spindle speed of 306 RPM and a feed rate of .01 IPR, the IPM can be calculated as
follows:
IPM = .01 x 306 = 3 IPM
Selection of Tools, Feeds, and Speeds
Cutting tool selection has a direct impact on the proper programming of feeds and speeds at
the machine.
However, many other variables that affect feeds and speeds are:
- Workpiece material class and condition
- Workpiece diameter
- Cutter material
- Cutter geometry
- Type of cut
- Depth of cut
- Condition of the machine
Cutting tool manufacturers publish the general feeds and speeds and recommended usage for
the application. Cutting tool manufacturers are often a good place to start for
recommendations on tool selection and feeds/speeds since they rely on customer loyalty. The
customer (or potential) should select an insert and grade based on the vendor¡¯s recommendation.
Leave A Comment