
1.The Morphology of tool wear and its causes
Cutting metal, cutting machines on the one hand chip, on the other hand, the device itself will damage. KnifeThere are two main types of wear and tear. The former is continuous progressive wear; the latter includes Brittleness Damage, such as collapse edge, broken, spalling, crack damage, and plastic damage two kinds.
After the cutting tool is worn, the work is done The machining accuracy of the workpiece decreases and the Surface roughness increases, which results in increased cutting force, higher cutting temperature, and even Vibration can not continue regular cutting.
Therefore, the tool wear directly affects the processing efficiency, quality, and quality
Ben. Tool wear can take one of three forms:
- Wear of rake face
- Flank wear
- Boundary wear
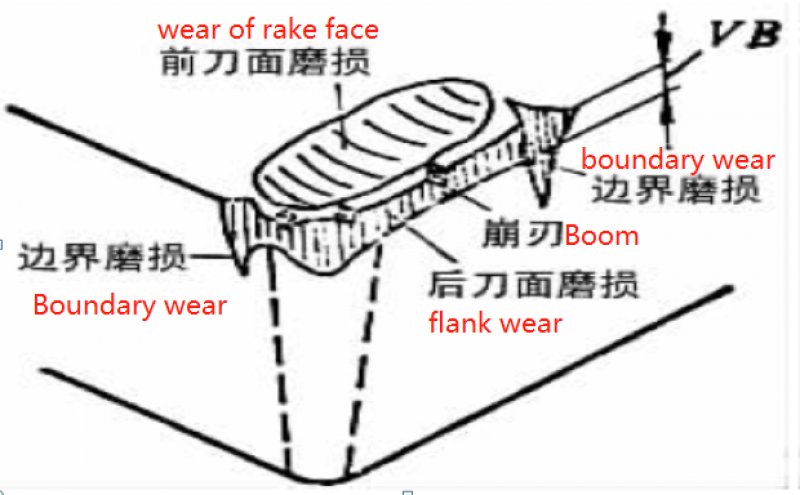
1• wear of rake face
When cutting plastic materials, if the cutting speed and cutting thickness are enormous, because the chip and the front face are complete, It is the new surface contact and friction, high chemical activity, hair should be potent. And the contact surface is very top
Pressure and temperature, the contact area of more than 80%, is the actual contact, air or cutting fluid infiltration is more difficult
Therefore, a crescent depression formed on the rake face.
The strength of the crescent depression decreases when the width of the depression extends to a narrow edge between the front side and the cutting edge’s low, and it can cause damage to the blade.
In the case of crater wear, the cutting speed first lowered, and then the feed rate is reduced.
The positive rake groove type blade and Al2O3 coated blade are selected.

2 • flank wear
When cutting, the new surface of the workpiece and the tool flank contact, mutual friction, resulting in flank wear.
Although there is a back angle because the cutting edge is not ideal sharp but a certain degree of blunt circle, after the surface the contact pressure with the workpiece surface is immense, and there is elastic and plastic deformation; therefore, the flank and the workpiece real.
When small area contact, wear, and tear occurs on this contact surface.
This wear mainly occurs in cutting cast iron and in cutting plastic materials with a smaller thickness.

3• boundary wear
When cutting steel, a rear cutter used where the leading cutting edge is near the workpiece surface and where the secondary cutting edge is near the tooltip
On the surface, a deep groove is worn. These two are in the leading, sub-cutting edge and workpiece to be processed or has been processed Surface contact.

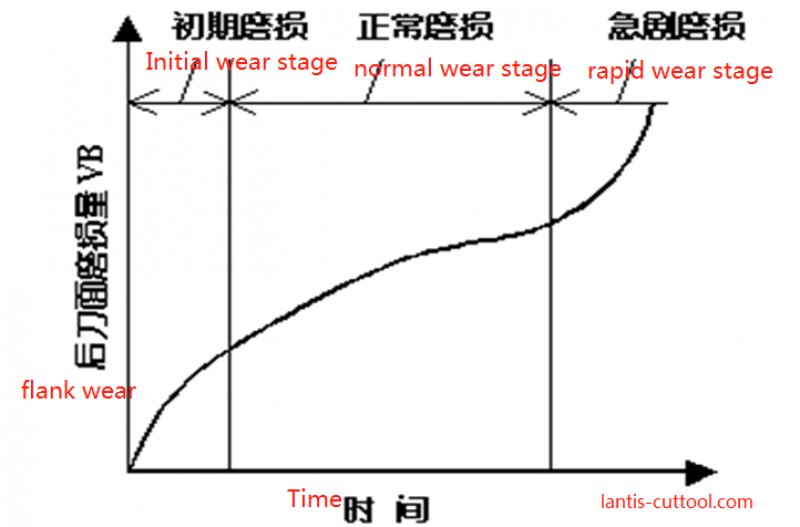
Tool wear increases with the increase of cutting time. According to the cutting experiment, the tool as shown in the drawing is straight
Typical wear curve of constant wear process. The figure is based on the cutting time, and the amount of flank wear VB (or the front tool)
The wear depth of crater on the face KT is in horizontal and vertical coordinates. As can be seen from the diagram, the tool wear process can be divided into three parts
STAGES:
- Initial wear stage
- Normal wear stage
- Rapid wear stage
According to the dependence of temperature, the normal wear of cutting tools caused by mechanical wear, heat, and chemical reaction.
Learn to wear and tear. Mechanical wear is caused by the characterization of hardpoints in the workpiece material, during thermal and chemical wear
It is the combination phenomenon when the bonding tool and the workpiece material contact the distance between the atoms, the diffusion tool and The workpiece two friction surface’s chemical element mutually, corrosion, and so on causes.
Tool breakage
Tool breakage is a form of tool failure as well as tool wear. The cutter cuts at a specific rate
It may occur if it can not withstand intense stresses (cutting force or thermal stress) when used under conditions Sudden damage, so that the tool early loss of cutting ability, this situation is called tool damage.
Breakage is relative Wear and tear. In a sense, rupture can be regarded as abnormal wear. Cutting tool breakage
There are two types of damage: early damage and late damage (damage after processing to a specific time).
There are two types of tool breakage: Brittle breakage and plastic breakage. Carbide and ceramic cutting tools in the cutting
Brittle fracture often occurs under mechanical and thermal shock. Brittle failure further divided into:
- Boom 2. Broken. 3. Spalling off. 4.Crack breakage.
Rational selection of cutting parameters
Cutting parameters are not only essential parameters to be determined before machine tool adjustment, but also reasonable or not
It has a significant influence on processing quality, processing efficiency, production cost, and so on.
The rational cutting amount is to make full use of the cutting performance of the cutting tool and the power performance of the machine tool (power, torque), under the premise of ensuring quality, to obtain high productivity and low processing costs of cutting amount.
1.Factors to consider when determining cutting parameters
(1) cutting productivity
In the cutting process, the metal cutting rate keeps a linear relationship with the cutting parameters ap, f and v .That is a doubling of either parameter doubles productivity. However, due to the limitation of tool life,
when either setting increased, the other two must be reduced. Therefore, in the formulation of cutting dosage, three to The best combination of factors obtained, at which time the high productivity is reasonable.
(2)Tool life
The influence of cutting parameters on tool life is in the order of V, F, and AP. Therefore, from the insurance
To ensure a reasonable tool life, in determining the amount of cutting, the first should be as large as possible back to eat knife.
Then choose a large feed; finally, find out the cutting speed.
(3) Surface roughness
When finishing, increasing the feed rate will increase the surface roughness value. Therefore, it is exceptional machining time inhibition
The main factors for improving system productivity.
2.Selection principle of tool life
The cutting parameters are closely related to the tool life. In the formulation of cutting dosage, should first choose reasonably
Tool life and a consistent tool life should be based on the objective of the optimization. General points highest productivity knife
Tool life and the lowest cost tool life, the former according to the goal of the minimum unit work hours, the latter root. According to the most economical cost of the process to determine the target.
When choosing a tool life, consider the following:
- According to the complexity of the tool, manufacturing, and sharpening costs to select. Complex and high precision tool life should be choose higher than a single-edged tool.
- For the machine clamp indexable tool, because of the short tool change time, to give full play to its cutting performance, improve Production Efficiency, tool life can be selected lower, generally, take 15-30 minutes.
- For cutter loading, changing and tool adjusting complex multi-tool machine tools, modular machine tools, and automatic processing tools ;Tool life should be selected higher, mainly to ensure tool reliability.
- The productivity of a process within the workshop limits the richness of the whole seminar when the operation of the knife Tool life should be selected lower; when a process unit timeshare of the total plant cost m larger, the tool Life expectancy should also be lower.
- When finishing large pieces, to ensure that at least one time to complete the tool, to avoid cutting tool change midway, tool Life determined by the precision and surface roughness of the parts.
3.The procedure for determining the cutting parameters
Back to eat the choice of knife
Choice of feed rate
Determination of cutting speed
Check machine power
4.Ways to increase the amount of cutting
New cutting tool material with better cutting performance;
On the premise of ensuring the mechanical properties of the workpiece,
improving the workability of the workpiece materials;
Improve Cooling and lubrication conditions;
Improving the structure of the cutting tool to enhance the quality of cutting tool manufacturing.
[…] Troubleshooting of cutting edge […]
[…] Click this link to know more about the wear of the inserts:https://lantis-cuttool.com/wear-and-tear-of-cutting-tools/ […]