
Introduction
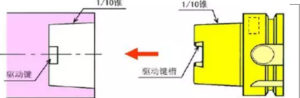
The shape of CNC spindle varies according to the form of tool handle installation, but as the basic shape, it mainly based on ISO standardized 7 / 24 taper handle figure 1 and HSK (1 / 10) figure 2.
Figure 1
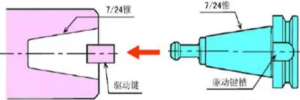
Figure 2
7:24 Taper Universal Shank

ISO
Iso 7388 / 1(IV / IT)
There is no difference in the Shank mounting dimensions between Din 69871 and ISO 7388 / 1, but since the D4 value of the Shank is less than that of Din 69871, there is no problem in mounting ISO 7388 / 1 on a DIN 69871 taper hole machine.
However, Din 69871 knife handle installed in the ISO 7388 / 1 machine tool may interfere.
BT
MAS B T (BT)
Bt is the Japanese standard, installation size, and Din 69871, IS07388 / 1, and Ansi completely different can not use. The symmetrical structure of BT Shank makes it more stable at high speed than the other three handles.
CAT
ANSI B5.50(CAT)
ANSI B5.50 is an American standard. The mounting dimensions are similar to Din 69871 and IS07388 / 1, but the ANSI B5.50 Shank can not mount on Din69871 and IS07388 / 1 due to the lack of a wedge notch, but Din 69871 and IS07388 / 1 handles can be installed on Ansi B5.50 machine tools.
NT
Din 2080(NT / St)
Din 2080 is the German standard, that is, the international standard ISO 2583, is what we usually say the NT knife handle, can not use the machine tool manipulator knife but use the manual knife.
DIN
Din 69871(JT / DIN / Dat / DV)
There are two types of Din 69871, namely Din 69871A / Ad and Din 69871B, the former is the center inner cooling, and the latter is the flange internal cooling, the other sizes are the same.
Merits
- The taper does not lock itself so that it can unload quickly.
- The taper of the Shank is in close contact with the inner taper of the spindle under the action of the axial tension of the draw Rod, and the solid vertebral body supports the cutter directly in the inner taper hole of the axle.
- The tool holder can meet the requirements of the machine tool spindle and tool connection.
- The utility model has the advantages of reliability, firmness, and excellent economy.
Faults
- Under high-speed operation, the spindle and tool shank will expand and deform under strong centrifugal force, which will lead to the gap between spindle and tool shank.
- Under the action of Centrifugal Force, the hole of the tool shank increases, and the pull rod force, the axial position of the tool will change, and the axial displacement determines the repeated positioning accuracy.
- Poor dynamic balancing performance, due to the clearance caused by the expansion, leading to high-speed spindle rotation, and the overall imbalance of the impact on the tool.
1:10 HSK vacuum handle

HSK
The German standard for HSK vacuum handle is din 69873.
HSK has six standards and specifications, namely, HSK-A, HSK-b, HSK-C, HSK-d, HSK-e, and HSK-F.
This kind of HSK vacuum tool holder relies on the elastic deformation of the tool holder, not only the 1:10 taper surface of the tool holder is in contact with 1:10 taper surface of the machine tool spindle hole, but also the flange surface of the tool holder is in close contact with the spindle surface.


- HSK-A: Automatic Tool Changer with central internal cooling.
- HSK-B: Automatic Tool Changer with the end face internal cooling.
- HSK-C: Manual Tool Changer with center internal cold.
- HSK-D: Manual Tool Changer with end-face internal cooling.
- HSK-E: Automatic Tool Changer with central inner cooling.
- HSK-F: Automatic Tool Changer without center inner cooling.
Merits
- It has a high connection precision and rigidity.
- Suitable for high-speed cutting.
- Light Weight, small size, compact structure.
Faults
- Because of the double-sided positioning, the tool handle has over-positioning in the spindle hole.
- It is incompatible with the traditional spindle end structure and the tool handle and can not directly use in the conventional machine tools. It is necessary to redesign the spindle end of the machine tools.
- The HSK hollow short cone tool system can only reach high precision and high rigidity under certain operating conditions. When the radial load reaches a certain degree, there will be a gap between the cutter bar and the end face of the spindle, the rigidity will decrease obviously, and the precision will also decrease, therefore, it is not recommended to use under heavy load.
- The Wall of Hollow Taper Shank is very thin, easy to damage, some small parts, clamping block (clamping claw), double-headed screws are easy to damage.
Leave A Comment